Blog
Advantages of the Pebble VSI6X Sand Crusher
Based on 500 hours of site data from a high-silica river deposit, the biggest threat to capital payback velocity isn’t the upfront equipment cost, but the hidden wear cycle of the rotor. Tracking wear patterns in highly abrasive cobblestone circuits reveals that standard metal-to-stone impact chambers disintegrate within days. The physical reality of processing 40mm river rock demands a fundamental shift in kinetic energy distribution. We tore down a seized impactor to analyze the micro-fracture patterns visible on a crushed granite surface, confirming that brute-force crushing is fiscally unsustainable.
The Physics of Siliceous Abrasion in Vertical Shaft Impactors
Pebble hardness dictates that pure metal-to-stone impact generates excessive thermal friction, requiring a kinetic shift to rock-on-rock autogenous crushing.
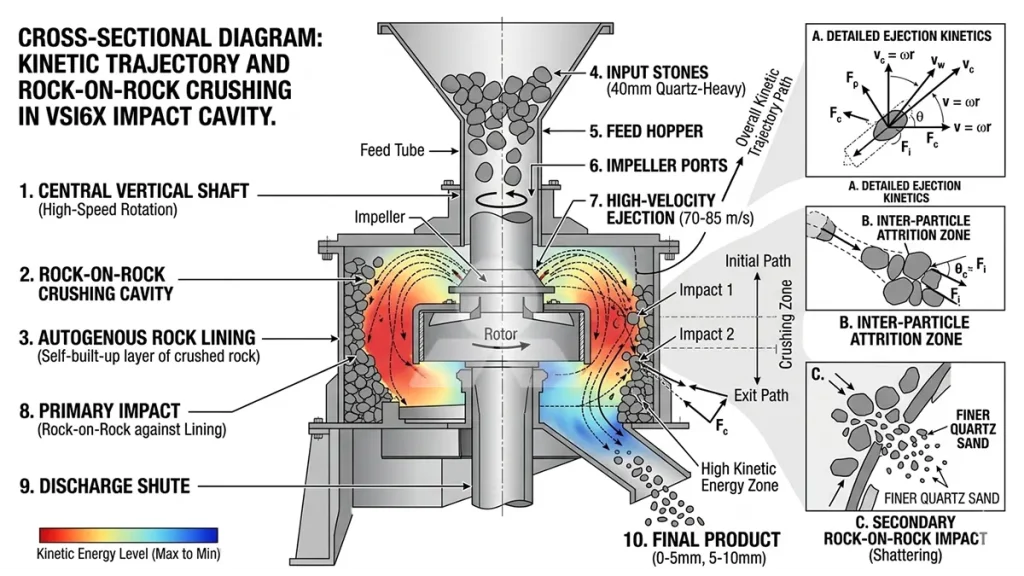
River stones possess a Mohs hardness often exceeding 7.5, acting as nature’s sandpaper against manganese steel. When a conventional rotor attempts to shatter this material, the continuous high-velocity friction melts the alloy matrix. The VSI6X series abandons this flawed geometry. It traps a layer of the feed material against the outer wall of the crushing chamber. Incoming 40mm stones are violently ejected by the impeller directly into this trapped rock lining. The material fractures against itself along natural geological fault lines.
Look at the power draw during a surge. You can identify the sharp scent of ozone from a high-load 200kW motor struggling against damp feed. The VSI6X1040 utilizes dual 200kW motors to maintain absolute rotational equilibrium. This balanced torque application ensures the main shaft does not suffer micro-deflections when hitting a dense pocket of 200 MPa ore. The physics don’t care about your production schedule; if the shaft deviates by even 0.1mm at 1500 RPM, bearing failure is imminent.
Mitigating Feed Chokes via Impeller Architecture
Expanding the impeller apertures eliminates the industrial paste bridging that typically occurs with damp, high-fines river deposits.
Traditional three-opening rotors restrict volumetric flow, creating a bottleneck when processing materials with elevated moisture content. The wet fines turn into a sticky industrial paste that bridges the feed hopper during monsoons, causing a catastrophic drop in the production-to-cost ratio. The VSI6X employs a four-opening impeller design. This simple geometric modification increases the throughput cross-section by roughly 20%, allowing continuous passage of up to 515 t/h without internal choking.
Evaluate the trajectory angles within the internal rotor structure. By altering the ejection angle, the friction applied to the upper and lower wear plates is drastically reduced. A cheap rotor is just scrap metal waiting to happen. The optimized emission ports prevent the high-frequency metallic ‘ping’ of quartz directly striking the structural housing, redirecting that energy solely into the autogenous rock cloud.
Expenditure per Shift on 400kW Dual Motor Systems
Operating at a 264 t/h baseline proves that balanced electrical torque prevents localized heat accumulation in the eccentric lubrication system.
Uneven power distribution is the silent killer of vertical shaft impactors. When pushing 40mm river rock, temporary blockages cause amperage spikes. A single-drive configuration translates this sudden resistance into lateral stress on the main bearing. The VSI6X1040 counters this with a dual 200kW drive system. This symmetrical tension keeps the drive belts perfectly aligned, transferring 100% of the electrical energy into kinetic crushing force.
A secondary benefit emerges in the oil station. We track the thermal volatility patterns in regional operations. By eliminating lateral bearing stress, the internal friction drops, keeping the lubrication oil exactly within the 35°C to 45°C operating window. You secure a longer asset amortization cycle simply because the oil maintains its engineered viscosity under peak load.

1040 River Stone Circuit: Rotor Wear & Amperage Thresholds
- Baseline Capacity: 264-515 t/h
- Max Feed Size Tolerance: 40mm
- Financial Metric: Optimized expenditure per shift
- Installed Power: 200×2 kW (Dual Drive)
- Equipment Topology: VSI6X1040
Technical Index: LH-THE ADVANTAGES OF THE PEBBLE VSI6X SAND CRUSHER-April/2026-Ref-#61842
Material Scientist’s Log: Calibrating Series Kinematics for High-Silica Rock
Why does the main bearing exhibit excessive heat only when the dual motors hit 85% load? Examining the micro-tolerances of the bearing fit reveals that the lubrication oil degrades rapidly if the feed material exceeds 40mm. The oversized stones create an imbalanced centrifugal force, forcing the shaft to press against the brass bushing, spiking temperatures past 55 Celsius. How does the four-opening rotor compare to older designs in high-moisture conditions? Unlike early 2010s three-port models that required weekly manual cleaning, the expanded cross-sectional area of the current impeller uses centrifugal air pressure to actively blast sticky fines through the ejection ports, maintaining 300 t/h even with 8% moisture content. What happens if operators substitute OEM wear plates with localized mild steel? Stop ignoring the metallurgical reality of 7.5 Mohs silica. Mild steel lacks the tungsten-carbide matrix required for this velocity; it will erode within 72 hours, exposing the core structural rotor housing to 400kW of direct kinetic destruction. Is autogenous crushing strictly superior for concrete-grade sand production? Analysis of the discharge curve proves that rock-on-rock collision creates highly cubical particles with less than 6% flakiness. The continuous tumbling action removes sharp edges, producing a grading modulus perfectly aligned with high-stress concrete requirements.
Enforcing Rotor Amortization in Wet Siliceous Operations
Tolerating uneven feed distribution will destroy the kinetic equilibrium. If you push material exceeding the 40mm maximum feed limit into the central hopper, the resulting asymmetrical vibration will shatter the lower labyrinth seal within the next month, causing a catastrophic loss of circulating lubrication oil. Calibrate your upstream screening deck immediately.
Stop Guessing on Rotor Wear Cycles
“Submit your exact silica percentage and current moisture levels for a thermodynamic cavity audit.” — From the Desk of your Senior Material Analytics Director




Get Solution & Quotation